
如何解决滚珠无压痕折弯机的缺陷
发布时间:2023-02-15
根据板材使用情况,模具最小折弯材料厚度设计为0.6mm,最大折弯材料厚度钢板为5mm、铝板为8mm。
在折弯长度的设计上,借鉴数控折弯机组合凹模的特点组合完成,考虑到模具加工难度,其长度设计为200mm。工作中可生产多组备用,根据零件折弯长度的不同要求进行组合。
为保持模具性能的稳定和减小模具加工过程中的变形,模座和旋转凹模的材料均选用性能稳定的冷冲模专用材料Cr12,且要求必须进行揉锻加工,碳化物偏析为1~2级(细片珠光体组织)。

传统折弯的缺陷
传统折弯所用的凹模为整体式固定凹模。在弯曲力的作用下,材料沿凹模V形边缘移动并受F力的挤压,从而使成型后的零件表面上形成明显的弯路缺陷,严重影响产品的外观质量,要解决传统折弯中的上述缺陷,就必须要克服折弯过程中材料的移动和凹模V形槽对材料形成的挤压力。
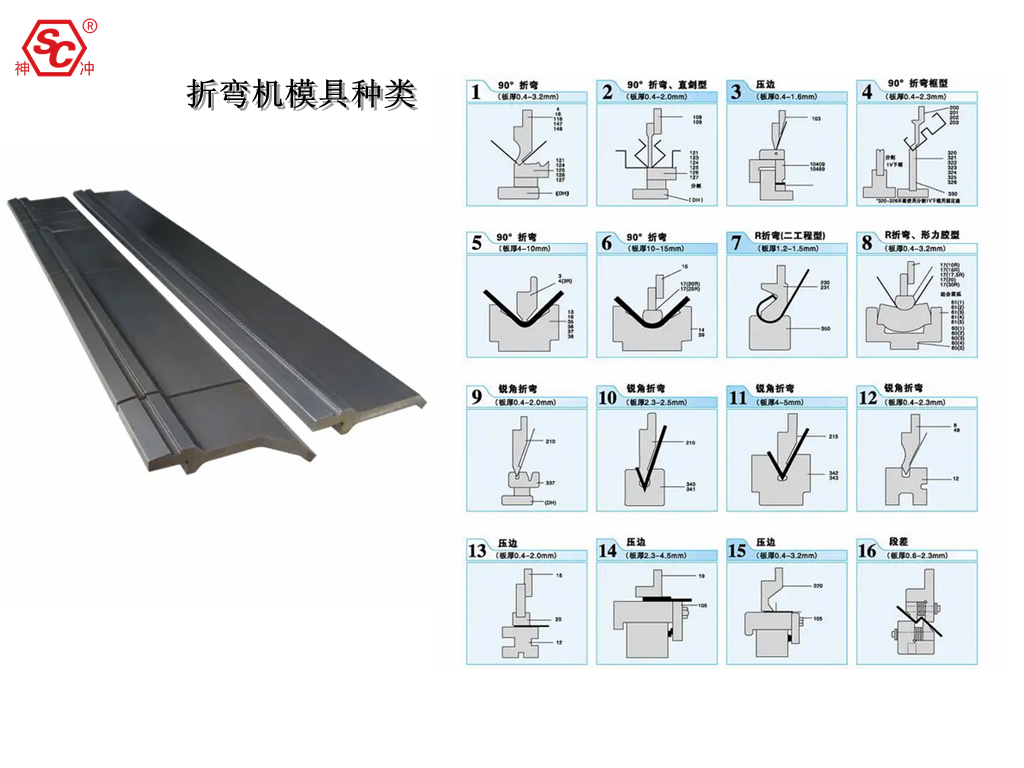
无压痕折弯的原理设计
针对传统折弯的缺陷,利用翘翘板的原理,将折弯凹模设计成可分别绕轴转动的左、右各一件。模具未工作时,左、右凹模的工作面处于同一水平面。当折弯凸模向下运动进行折弯加工时,左、右凹模分别绕各自的旋转中心作翻转运动,迫使材料在紧贴凹模工作面的情况下绕着凸模的顶点转动,从而产生折弯变形,并最终完成对材料的折弯加工,由于凹模的工作面是转动的,因此通过凹模的工作面而均匀作用到材料表面的力将不会对材料的局部产生挤压,避免了零件表面因挤压而形成的摁伤缺陷,同时,由于材料是绕着凸模的顶点进行转动折弯,因此材料在凹模的工作面上也没有平面滑动,从而避免了零件表面的擦伤缺陷。
相关产品:
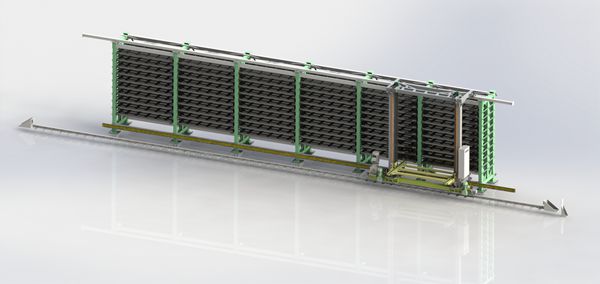 钣金联排料库 |
 钣金井字料库 |
 钣金单料库 |
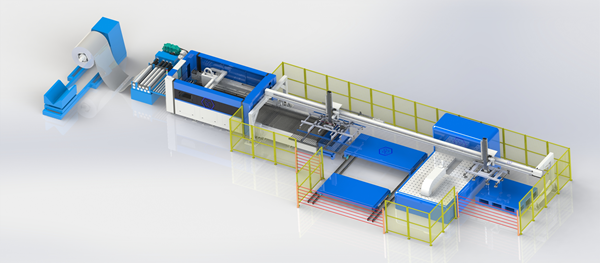 开卷校平激光产线自动下料+折弯中心自动上下料 |
 折弯随动前托料装置 |
 折弯随动车 |