
数控折弯机模具开机
数控折弯机模具包括支架、工作台和夹紧板,使用时由导线对线圈通电,通电后对压板产生引力,从而实现对压板和底座之间薄板的夹持。由于采用了电磁力夹持,使得压板可以做成多种工件要求,而且可对有侧壁的工件进行加工,操作上也十分简便。

按普通的液压数控折弯机模具加工Q235板料来做简单介绍:
1、首先是接通电源,在控制面板上打开开关,再启动油泵,这样你就听到油泵的转动声音了(此时机器不动作)。
开机前准备
1.导轨、后挡料等其它集中供油的运动部件要定期加油;
2.检查模具清洁及损坏程度,发现异常及时处理;
3.检查后挡料平行度及驱动带张紧程度。
开机步骤教程
1.按照操作步骤进行,正确地操作机床;
2.机床加工运行时,发生非正常情况要立即停止检查,参考《培训手册》中的相关排除方法排除故障;
3.机床运行时若发生报警而停机,应区别对待,不可盲目运行,以免损坏机床;
4.新执行的程序,第一件工件一定要按图纸检查,以免批量错误;
5.折弯过程中发现模具出现异常情况要及时停机检查;
6.经常检查X轴实际位置和检测值是否相符,若有偏差及时调整。
2、行程调节,使用必须要注意调节行程,在折弯前一定要测试。它的上模下行至最底部时必须保证有一个板厚的间隙。否则会对模具机器造成损坏。行程的调节也是有电动快速调整。
3、折弯槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。
4、后挡料调整一般都有电动快速调整和手动微调,方法同剪板机。
5、踩下脚踏开关开始折弯,数控折弯机模具与剪板机不同,可以随时松开,松开脚便停下,在踩继续下行。
相关产品:
 钣金联排料库 |
 钣金井字料库 |
 钣金单料库 |
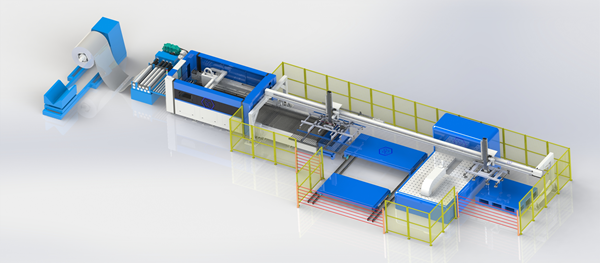 开卷校平激光产线自动下料+折弯中心自动上下料 |
 折弯随动前托料装置 |
 折弯随动车 |