上下料机械手是用于数控机床自动化上下料的直角坐标机器人。在工业应用中,其能够实现自动控制的、可重复编程、多功能、多自由度、运动自由度间成空间直角关系的自动化设备。上下料机器人与数控机床相结合可以实现所有工艺过程的工件自动抓取、上料、
下料、装载、移位、翻转、转序加工等。这能够极大的节约人工成本,提高生产效率。
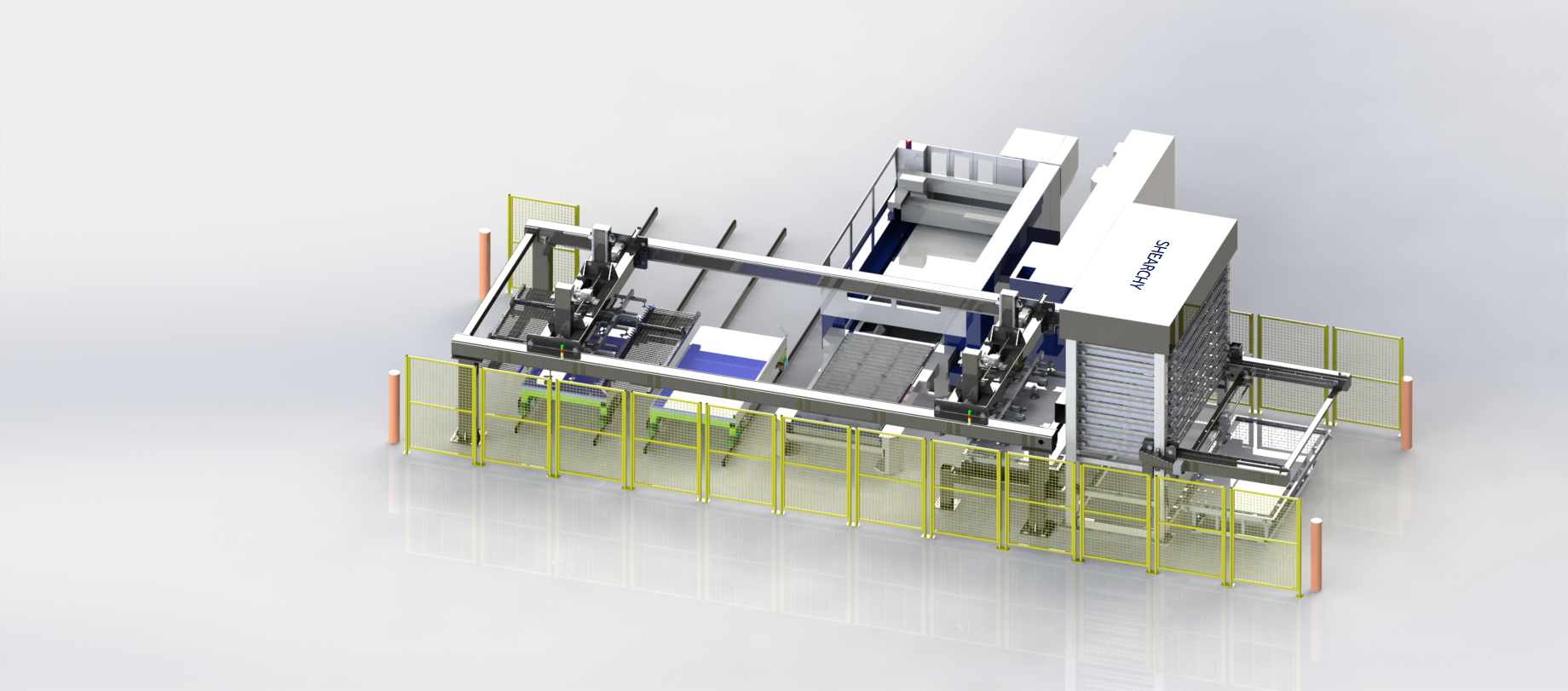
自动上下料的过程
数控机床的自动上下料设备由PLC可编程逻辑控制器协调控制,经各种液压缸和气缸配合进行动作处理。
其负责将机械手上下料轨道上的待加工工件移至机床内。待加工完毕后,其将加工后的工件从机床内取出,返回至上下料轨道上。
整个自动上下料过程包括五大部分:工件输送、机械手取料、上下料、机械手送料及将零件送到下一工序。其中,工件输送和将零件送到下一道工序部分与其他部分、数控加工并行执行。桁架式机械手取料、机械手送料部分与数控加工同时进行。
1、工件输送
有水平输送、倾斜输送、提升输送等方式。
- 水平输送可输送不同物品,并且可以采用不同输送速度、不同输送形式。
- 倾斜输送可调节倾斜角度。通过使用带有花纹的传输带或水平挡板,提高传输带对工件的抓着稳定性,防止工件滑散、甩脱,保证准确的运行轨迹。
- 提升输送占据空间小,对小型圆柱类零件有较好效果。
在PLC程序设计时,如所需加工的工件有方向性,编辑的PLC程序除控制工件的转向定位,还应考虑到定位的可靠性。在一次定位不准时,可以重新转向定位一到两次,以保证循环中不会因工件输送定位偶然出错而停止。
2、机械手取料
当工件输送到位,上料机器人负责将输送线上的待加工工件送到机床内。并将加工完的工件从机床内取出,放回最初上料位置。
其动作有:爪开合;升降运动;左右移动。其中,手爪开合为汽缸驱动。升降运动、左右移动分别由伺服电机驱动。
在抓工件过程中,必须保证手爪和工件之间的位置和角度关系。
首先调整手爪上的基准面和台面上相应的基准面贴合,以减小角度误差。随后平移手爪或料台,调整位置误差。
3、自动上下料
在上下料过程中,机械手应和机床一些辅助功能配合工作。要求同步协调、稳妥可靠。
上、下料道和储料装置与工作主机的相对位置,决定了工件在上料前和下料后在空间所处的位置和姿势。这直接影响自动化设备和机器人的坐标形式。
4、机械手送料
上下料完成后,机械手须把已加工好的工件运送到送料槽。此时,送料优先于取料和上下料,取料优先于上下料。这样才能保证在整个自动上下料循环过程中不会发生抓到板材的抓手再去抓板材。
注意:
上料和下料是一个完整的循环。必须以上料等待位开始,完成上料后才能进行下料。下料完毕后回到上料等待位,并准备执行下一个上、下料的循环。
如果在过程中间断电或误操作,只能“恢复初位”,在上料等待位重新开始。按“急停”请慎重!
5、工件输送到下一道工序
机械手将已做好的工件送到料库。再通过输送带等方式。把已做好的工件送到下一道生产工序。
安装自动上下料机械手可以替换传送装置,简化工件输送流程,使生产线结构更紧凑,提拔主动化程序,提升劳动生产率。
经过实践证实,从经济角度,采用送料机械手对生产制造厂而言,对模具的改动较小,经济实用,也比较快捷,有较好的社会和经济效益。
|





